












Brand: Hurricane Engine: BMW E36 M50B25 M50B28Part Type: Connecting RodsCenter to Center Length: 135mm/5.315"Big End Bore Diameter: 48mm/1.890"Big End Width: 21.79mm/0.858"Small End Bore Diameter: 22mm /0.866"Small End Width: 21.79mm/0.858"Beam Style: H-beam
-Connecting-Rods-Custom-conneting-rods.jpg.webp "China Honda / Acura K Series (K20 & K24) Connecting Rods - Custom conneting rods manufacturer")
Brand: Hurricane Engine: Honda K24Part Type: Connecting RodsCenter to Center Length: 151.99mm/5.984"Big End Bore Diameter: 51.006mm/2.008"Big End Width: 19.8mm/0.780"Small End Bore Diameter: 22.015mm /0.867"Small End Width: 19.8mm/0.780"Beam Style: H-beam
| Hurricane manufacturer")
Brand: Hurricane Engine: BMW N54B30 N54Part Type: Connecting RodsCenter to Center Length: 145mm/5.709"Big End Bore Diameter: 53.6mm/2.110"Big End Width: 20.86mm/0.821"Small End Bore Diameter: 22mm /0.866"Small End Width: 20.90mm/0.823"Beam Style: H-beam

Brand: Hurricane Engine: Honda Acura RSX 2.0 VTEC K20 K20A K20A2Part Type: Connecting RodsCenter to Center Length: 138.98mm/5.472"Big End Bore Diameter: 51mm/2.008"Big End Width: 19.8mm/0.7795"Small End Bore Diameter: 22mm /0.8661"Small End Width: 19.8mm/0.7795"Beam Style: H-beam

Hurricane high-performance component package for the legendary Toyota 2JZ engine, this complete package includes our billet 4340 crankshafts, forged 4340 connecting rods, and forged 2618 pistons. the complete Hurricane 2JZ package (crankshaft, connecting rods, and pistons) successfully achieved a maximum power output of 1700 horsepower.

Main rods includes Chevy,Ford, Harley Davidson, VW & Audi, Opel, Honda, Nissan,Subaru, Mitsubishi, Toyota, Isuzu, Suzuki, Mazda, Buick, BMW, Chrysler & Dodge, Fiat
Here in the following process of pictures are the 13 major operations undertaken in the production of Hurricane Speed&Performance:

Weight. Strength. Balance. When it comes to rod selection, which is more important? Through advances in technology and automation, it is now possible to provide three kinds of connecting rods in one factory (Hurricane Speed and Performance), 4340 steel, Titanium and Aluminum.

With many years experience of designing, developing , engineering and manufacturing in the connecting rods fields, Hurricane has ability to handle different customers needs on connecting rods designs . Except connecting rods shoulder and small end, Hurricane also can build various connecting rods beam style .
 Trade Show Gallery")
The Performance Racing Industry Trade Show (PRI) took place through 7-9 December 2023 in Indianapolis, Indiana.
 |
Today racers say an engine is only as reliable as its weakest link. The connecting rods that join the pistons with the crank can be a strong link or a weak link depending on the rods that are used. Most late model stock engines use powder metal rods. As a connecting rods factory, Established in 2000, Chengdu Hurricane Speed&Performance Auto Parts Co., Ltd., have grown to be a professional enterprise in performance auto parts after 17 years' hard-working. All Hurricane connecting rods are Computer Controlled Numeric(CNC) machined and shot peening, using material: 4340 steel, 40CrNiMoA(US) or EN24(EU). Main rods includes: |
 forging die, generally, we will develop a die for common rods, like duramax diesel connecting rods, Ford 7.5L/460 Connecting Rods, Toyota 2jzgte 4340 Forged Connecting Rods, Honda K20 Connecting Rods, subaru ej20 rods; this way is suitable for common rod with a large a large number. |
 Hurricane’s connecting rods are formed from 4340(40CrNiMoA or EN24) steel bar. Cut into lengths they are conveyed to an induction heater. |
 In a malleable, plastic condition, not a molten state, the material is handled by tongs and placed in each of con rod impressions carved into a die block. As the hammer runs the hammer, he displaces the soft, white hot metal into each impression, gradually forming the connecting rod. The hammer, which imposes a force of 3,000lbs, impacts the material one strike per second. Three strikes of the hammer and the con rod is forged. |
 After the hammer process, conveyor belt and piercing, material of connecting rods are formed. |
 The first machining operations include face milling, grinding the big ends and small ends. |
 The next operation is to drill bore of the big and small ends, which acts as a reliable locator in all process. |
 Then machine the outside surface of the beam to size and complete the recessing operation with a ball-nose end mill, giving the H beam rod its configuration. |
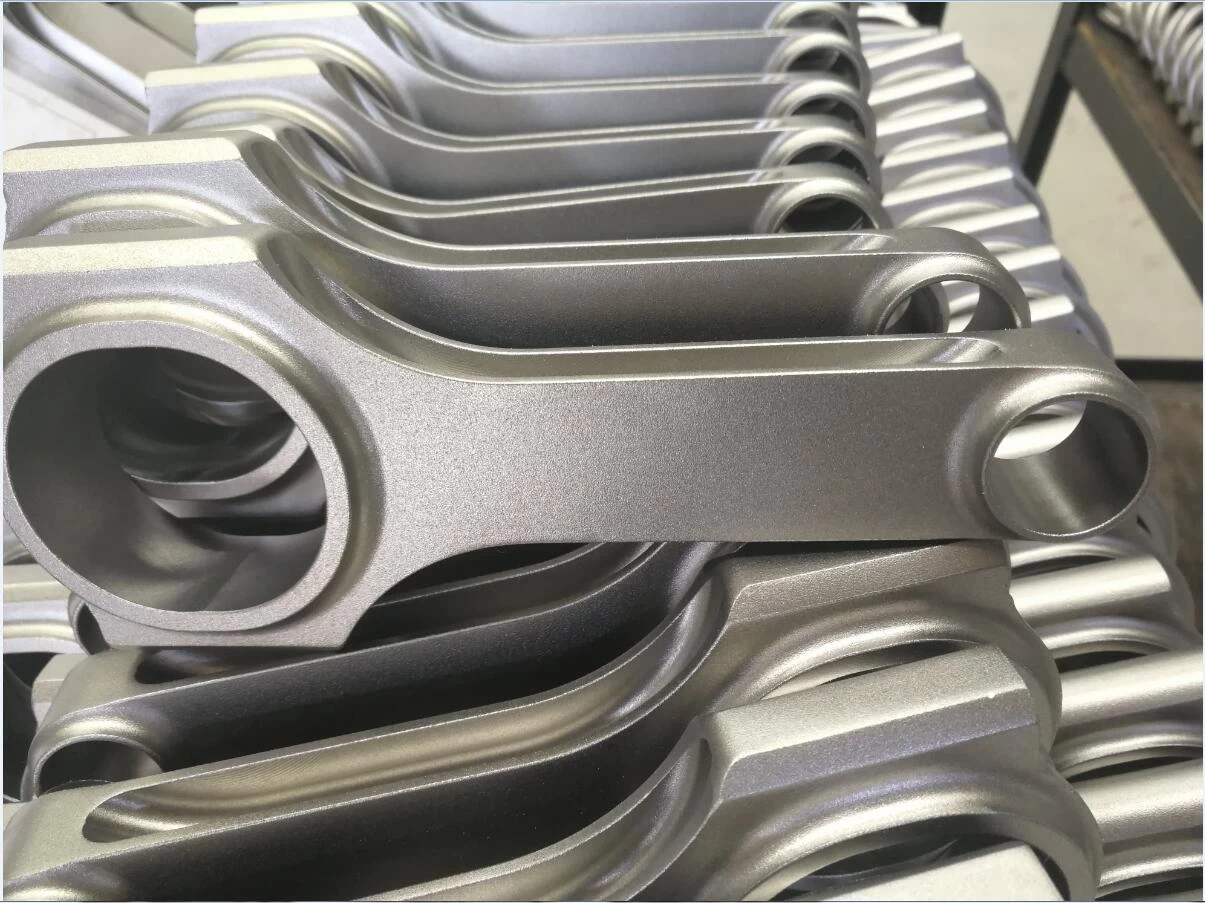 Burring, polishing,(remove burrs and make surface smooth) and shot blasting (Small ball hit surface and make them on surface, increase rods strength with Small ball) are all crucial operations in the making of a competition connecting rod. |
 Next step is to separate the rod beam from its cap. |
 The side of shoulder is also used for permanent identification marks, used specifically for re-uniting the rod and its cap after the parting tool makes it cut. |
 Bolt holes are bored 3/8in or 7/16in. 3/8in option is favored for 4 Cylinder and 6 Cylinder engines, 7/16in potion is favored for 8 Cylinder engines of many race car. |
 Press with an bronze alloy bushing QAL10-3-1.5, Main Chemistry: Al (Aluminum):8.5-10.0 Mn (manganese):1.0-2.0 Fe (Iron):2.0-4.0 Cu (Bronze )). The bushing, which is initially longer than the finished size, has a interference fit and is press-fitted into place. |
 Honing the big and small ends, make all to use sizes. |
