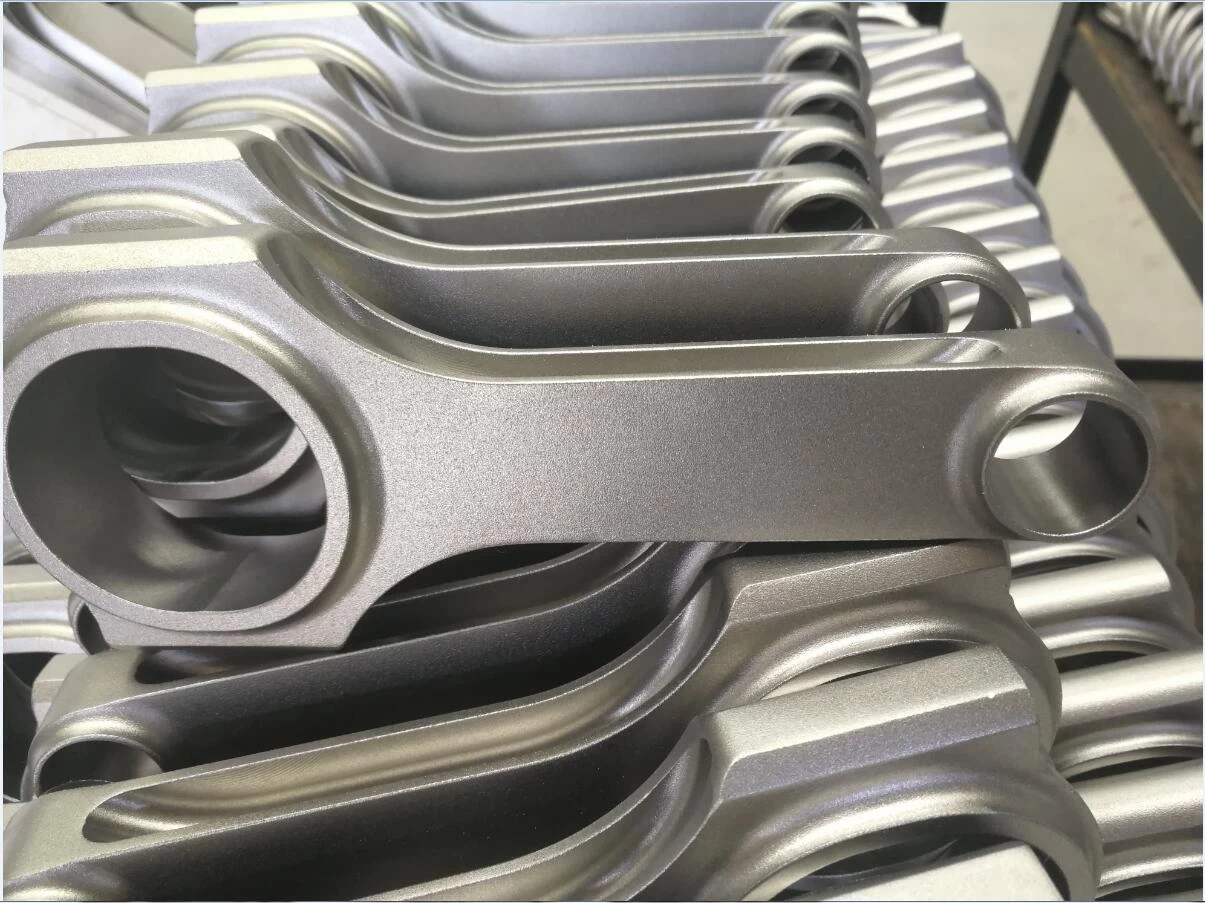
Hurricane aste di collegamento ad alte prestazioni-processo di lavorazione aste
Casa
>
notizia
>
Azienda news
> Hurricane aste di collegamento ad alte prestazioni-processo di lavorazione aste






-Connecting-Rods-Custom-conneting-rods.jpg.webp "Cina Aste di collegamento HONDA / ACURA K Series (K20 & K24) - Aste di collegamento personalizzate produttore")
 | uragano produttore")





 2023")