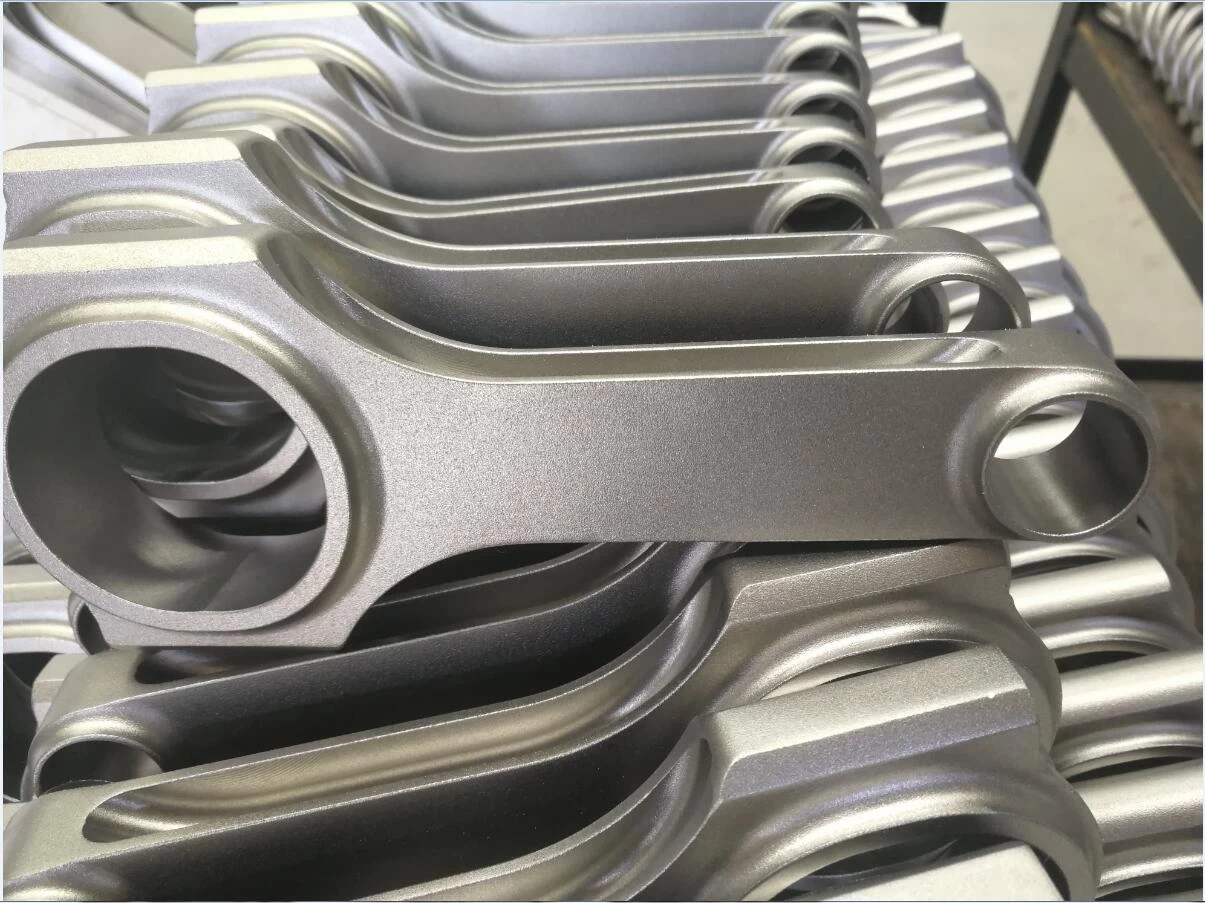
Bielles haute performance Hurricane-processus de tiges d'usinage
Domicile
>
Nouvelles
>
Nouvelles de la société
> Bielles haute performance Hurricane-processus de tiges d'usinage






-Connecting-Rods-Custom-conneting-rods.jpg.webp "Chine Série HONDA / ACURA K (K20 & K24) RODES DE CONNEXION - TIGNES CONNELIENTES PERSONNALES fabricant")
 | ouragan fabricant")





 2023")