



-Connecting-Rods-Custom-conneting-rods.jpg.webp)







Bielles haute performance Hurricane-processus de tiges d'usinage
illan Zhang
hurricanerods.com
2017-09-19 10:13:15
 |
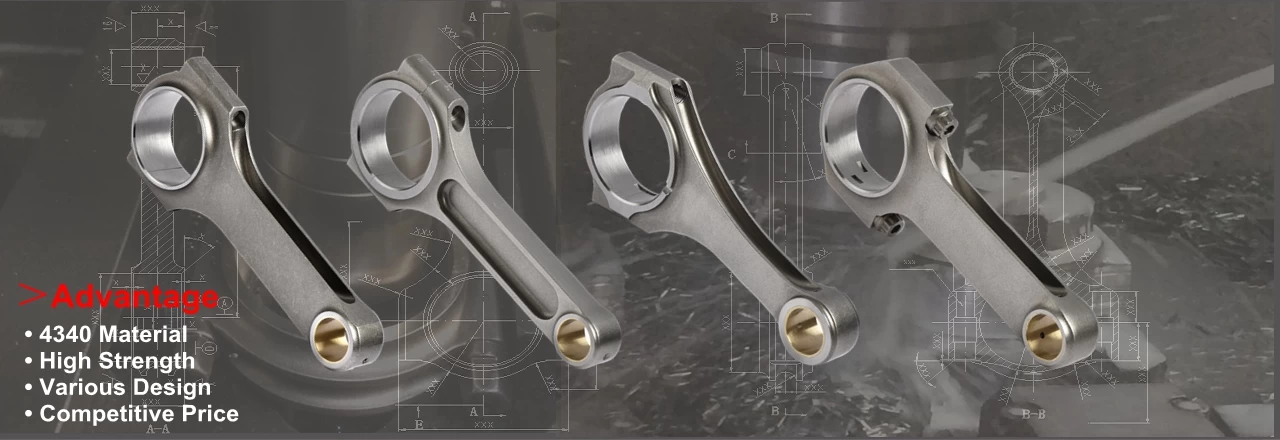
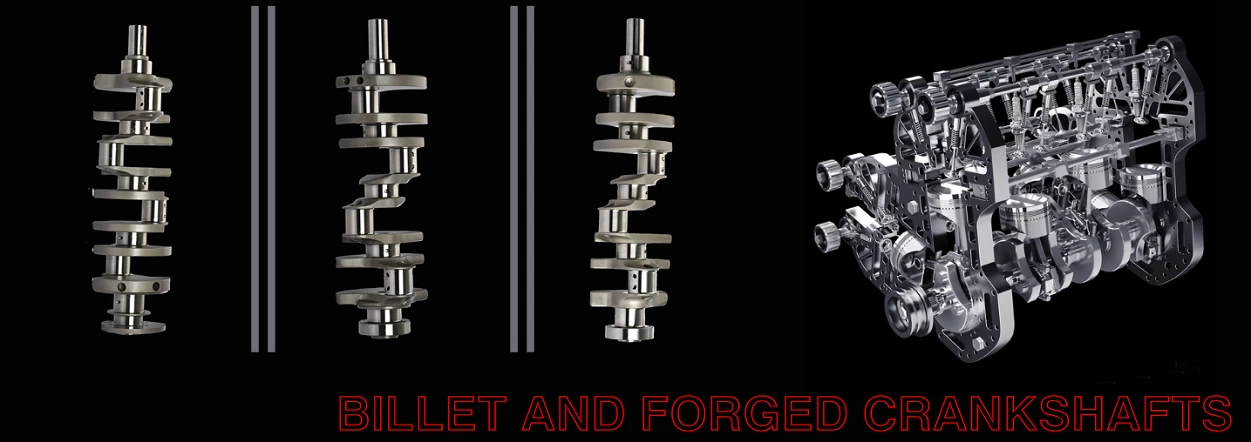
Aujourd'hui, les coureurs disent qu'un moteur est aussi fiable que son maillon faible. Les tiges de raccordement qui rejoignent les pistons avec la manivelle peuvent être un lien fort ou un maillon faible en fonction des tiges qui sont utilisées. La plupart des moteurs de stock de modèle tardif utilisent des tiges de métal de poudre. Comme une usine de bielles de raccordement, établie en 2000, la vitesse d'ouragan de Chengdu et les pièces d'auto de performance Cie., Ltd, ont développé pour être une entreprise professionnelle dans des pièces d'automobile de performance après 17 années de travail dur. Toutes les tiges de raccordement d'ouragan sont commandées par ordinateur numérique (CNC) usinées et projectiles grenaillage, utilisant le matériel: 4340 acier, 40CrNiMoA (US) ou en24 (eu). Tiges principales comprend: |
Ici, dans le processus suivant des images sont les 13 opérations majeures entreprises dans la production de Speed & performance ouragan:
 forger meurent, généra lement, nous allons développer un die pour les tiges communes, comme Duramax diesel bielles, Tiges de raccordement Ford 7.5 l/460, Toyota 2jzgte 4340 Forged connecting rods, Honda K20 connecting rods, Subaru EJ20 Rods; cette manière est appropriée pour la tige commune avec un grand nombre un grand. |
 Les tiges de raccordement de l'ouragan sont formées à partir de 4340 (40CrNiMoA ou en24) Steel bar. Coupés en longueurs, ils sont acheminés vers un radiateur à induction. |
 Dans un état de plastique malléable et non fondu, le matériau est manipulé par des pinces et placé dans chacune des empreintes de la canne sculptées dans un bloc de matrice. Comme le marteau tourne le marteau, il déplace le soft, le métal chaud blanc dans chaque impression, formant graduellement la bielle. Le marteau, qui impose une force de 3, 000, impacte le matériau une grève par seconde. Trois frappes du marteau et de la tige de con sont forgées. |
 Après le processus de marteau, la courroie de convoyeur et le perçage, le matériel des tiges de raccordement sont formés. |
 Les premières opérations d'usinage comprennent le fraisage du visage, le meulage des grandes extrémités et les petites extrémités. |
 La prochaine opération est de percer l'alésage des grandes et petites extrémités, qui agit comme un localisateur fiable dans tous les processus. |
 Ensuite, machiner la surface extérieure de la poutre à la taille et terminer l'opération d'encastrement avec un broyeur à billes, ce qui donne à la tige de poutre H sa configuration. |
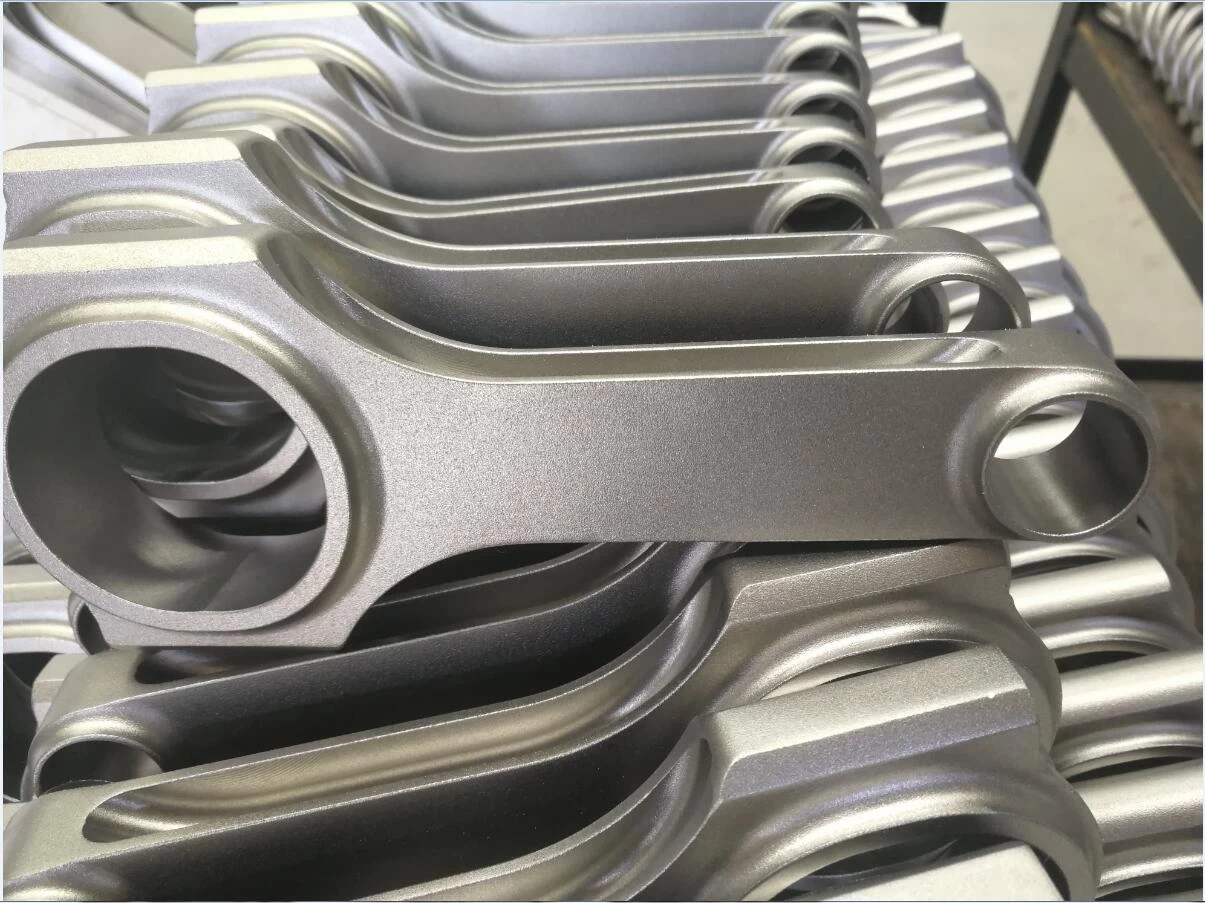 Burring, polissage, (enlevez les bavures et rendent la surface lisse) et grenaillage (la petite surface de frappe de boule et les font sur la surface, augmentent la force de tiges avec la petite boule) sont toutes les opérations cruciales dans la fabrication d'une tige de raccordement de concurrence. |
 La prochaine étape est de séparer le faisceau de tige de son capuchon. |
 Le côté de l'épaule est également utilisé pour les marques d'identification permanente, utilisé spécifiquement pour la réinstallation de la tige et son capuchon après l'outil de départ fait couper. |
 Les trous de boulon sont ennuyés 3/8 ou 7/16po. 3/8 option est favorisée pour 4 cylindres et 6 moteurs de cylindre, 7/16po potion est favorisée pour 8 moteurs de cylindre de beaucoup de voiture de course. |
 Presse avec une douille en alliage de bronze QAL10-3-1.5, chimie principale: Al (aluminium): 8.5-10.0 Mn (manganèse): 1.0-2,0 Fe (fer): 2.0-4.0 Cu (bronze)). La douille, qui est d'abord plus longue que la taille finie, a un ajustement d'interférence et est attachée en place. |
 Affiner les grandes et petites extrémités, tout faire pour utiliser les tailles. |
Notre entreprise de téléchargement vidéo sur YouTube aussi, qui vous aident à les comprendre facilement, lien:
https://www.youtube.com/watch?v=Xb6bSVAMHzI
https://www.youtube.com/watch?v=Xb6bSVAMHzI